
Hot die casting, also known as hot-chamber high-pressure die casting, is a high-efficiency manufacturing process for metal components. It delivers parts with precise dimensions and intricate structures, and is widely applied in automotive, consumer electronics and aerospace industries. As one major branch of die casting, hot-chamber die casting accounts for around 32% of the global die casting market, driven by robust demand for high-volume precision parts. Manufacturers favor this process primarily for its stable performance in mass production. A Malaysia-based die casting manufacturer provides tailored die-casting services to serve multiple industrial sectors.
Key Takeaways
- Hot-chamber die casting is optimized for mass production of small, intricately structured metal parts, which fits the production demands of automotive and electronics industries perfectly.
- Low-melting-point alloys such as zinc and magnesium are the mainstream materials for this process. These materials feature excellent fluidity, which improves dimensional accuracy, reduces material loss and delivers superior surface finish.
- Manufacturers need to select between hot-chamber and cold-chamber die casting based on raw material types and component sizes, to balance production quality, efficiency and cost.
Hot die casting process

How the process works
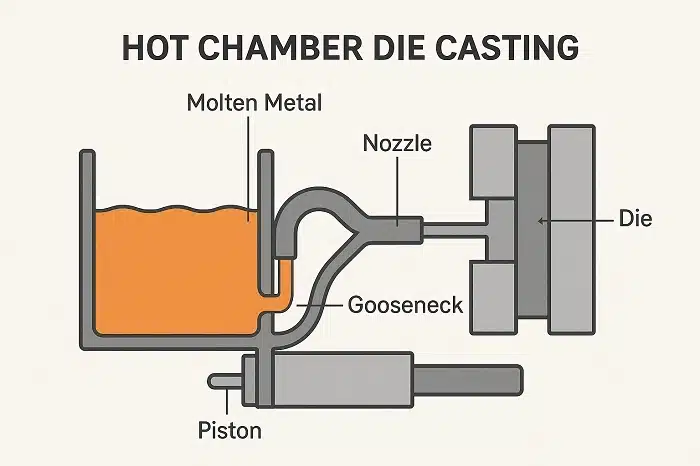
Hot-chamber die casting fabricates metal components with high speed and precision. The whole process relies on a pre-heated chamber to hold molten low-melting-point alloys including zinc, magnesium and lead. A matched piston and gooseneck system transports molten metal into precision molds.
The standard working flow is as follows: The piston retracts first to let the gooseneck absorb molten metal from the reservoir. Then the piston advances, pushing liquid metal through the gooseneck into the die cavity. As the connecting structure between metal reservoir and mold nozzle, the gooseneck ensures fast and steady mold filling. The process adopts high-pressure injection with pressure ranging from 1,000 to 25,400 psi, which enables molten metal to fully fill thin-walled and complex mold structures.
Note: High-pressure injection guarantees high dimensional accuracy and excellent surface finish of finished parts. Combined with short cycle time, this process is highly suitable for large-batch production.
Manufacturers adopt mature hot-chamber die casting technologies to produce customized components and comply with universal industrial quality criteria for automotive and electronics fields.
Key machinery and steps
Hot-chamber die casting requires core equipment including melting furnaces, goosenecks, pistons and precision dies to produce qualified precision parts.
| Step | Description |
|---|---|
| 1 | The piston pulls back, letting the gooseneck fill with melted metal. |
| 2 | The piston pushes the metal through the gooseneck into the die. |
The gooseneck undertakes the transmission of molten metal, while the piston regulates metal flow to realize uniform mold filling. The die determines the final shape of components. Continuous high-pressure injection maintains stable metal flow and effectively reduces manufacturing defects.
Core characteristics of the equipment and process:
- The gooseneck supports rapid and stable filling of mold cavities.
- The piston maintains holding pressure during metal solidification to avoid air pockets and internal flaws.
- The equipment is mainly compatible with zinc and magnesium alloys, whose superior fluidity adapts to complex and detailed part production.
- The integrated molten metal supply structure simplifies procedures, accelerates production and optimizes surface quality.
Professional manufacturers equip high-efficiency production equipment and apply optimized mold design. Technicians adjust parameters such as injection pressure and cooling time according to project requirements. Industry-standard CAD and flow simulation software are widely used for mold development, ensuring full filling even for thin-walled and complex structural parts.
Hot die casting Materials and benefits
Best metals for hot die casting
Hot-chamber die casting is exclusively applied to low-melting-point alloys. Zinc, magnesium and lead alloys are three mainstream materials, featuring excellent fluidity and rapid solidification performance. The table below illustrates their performance characteristics and standard industrial applications:
| Metal Alloy | Advantages | Standard Applications |
|---|---|---|
| Zinc Alloy | High fluidity, excellent thin-wall forming ability and wear resistance | Electrical connectors, hardware components, decorative parts |
| Magnesium Alloy | Low density among structural metals, outstanding strength-to-weight ratio | Automotive steering components, portable device housings, auto spare parts |
| Lead Alloy | Superior castability, excellent radiation shielding and counterweight performance | Radiation shielding components, counterweights, cable sheathing (Note: Lead alloys are restricted in direct medical contact parts due to global RoHS and occupational safety regulations; only approved shielding components are allowed in medical scenarios) |
Many die casting manufacturers adopt zinc and magnesium alloys for customized precision parts. These materials ensure smooth surface and complete details for small-sized components.
Main advantages
Hot-chamber die casting delivers multiple practical strengths for industrial production:
- Short production cycles support high-volume manufacturing;
- Premium surface finish reduces follow-up machining and surface treatment workload;
- High dimensional accuracy enables the production of complex geometric structures;
- High material utilization cuts production cost and resource waste;
- Ideal for manufacturing thin-walled components and miniature parts;
- High compatibility with automated production lines further improves overall efficiency.
Qualified manufacturers deploy advanced production equipment and strict process control to maintain stable product quality, providing customized die-casting components for automotive, electronics and medical industries.
Limitations
Hot die casting has some limits:
| Limitation Type | Description |
|---|---|
| Material Restrictions | Only works with metals that have low melting points, such as zinc, magnesium, and lead. |
| Part Size Limitations | Best for small to medium-sized parts. Larger parts are not suitable. |
These limits mean hot die casting is not right for every project. But skilled manufacturers like MORELUX help clients pick the best materials and designs for their needs.
Hot die casting vs. cold chamber
Key differences
Hot-chamber and cold-chamber die casting are two mainstream high-pressure die-casting technologies, adopting distinct equipment structures and production workflows. Their applicable materials and component types differ significantly. The comparative details are shown in the table below:
| Feature | Hot Chamber Die Casting | Cold Chamber Die Casting |
|---|---|---|
| Molten Metal Source | Integrated built-in molten metal reservoir | Independent external molten metal supply |
| Material Compatibility | Low-melting-point alloys (zinc, magnesium, lead) | High-melting-point alloys (aluminum, copper, brass) |
| Speed and Efficiency | Short cycle time (within 60 seconds) | Relatively long cycle time (60-120 seconds) |
| Applications and Size | Small components for mass production | Large and extra complex components |
| Surface Finish | Ultra-smooth surface with fine details | Reliable overall mechanical precision |
| Mechanical Properties | Light weight and high dimensional accuracy | High structural strength, suitable for load-bearing scenarios |
Hot-chamber die casting excels at rapid production of small, intricate parts. Cold-chamber die casting is the preferred solution for large or high-strength components, and it is compatible with aluminum and copper alloys.
When to choose each method
Manufacturers evaluate multiple factors to select the optimal casting process:
- Hot-chamber die casting is recommended for high-volume orders of small zinc or magnesium alloy parts that require fine surface quality and fast delivery;
- Cold-chamber die casting is suitable for large components made of aluminum, copper or brass alloys, which demand high structural toughness and load-bearing capacity.
For cost control and production efficiency, hot-chamber die casting is more economical for mass production; cold-chamber die casting takes priority for components bearing heavy loads or requiring exceptional structural strength.
Tip: The selection of die-casting processes shall comprehensively consider raw material types, component dimensions and production efficiency requirements, to balance product quality and production cost.
Professional manufacturers provide process selection consulting for clients, equipped with modern production equipment and complete quality inspection systems to deliver reliable components for diverse industrial scenarios.
When to choose each method
Factories and custom part makers check many things before choosing a process:
- Hot die casting is best for fast jobs and smooth parts. It works well for small shapes and big orders of zinc or magnesium parts.
- Cold chamber die casting is good for bigger parts. It is used for parts made from aluminum, copper, or brass. These parts are stronger and tougher.
- Hot die casting is best when you need lots of parts and want to save money.
- Cold chamber die casting is better for parts that must hold heavy loads or need special strength.
Tip: Factories should pick the right process based on metal type, part size, and speed. This helps make good parts and saves money.
Custom factories like MORELUX help clients choose the best way. They use modern machines and strict checks to make sure parts are reliable for many industries.
Hot-chamber die casting forms components by injecting molten alloy into molds under high pressure. It realizes fast production of small parts with elaborate details, and zinc and magnesium alloys are the most widely used materials in this field. Hot-chamber and cold-chamber die casting differ greatly in applicable materials and production efficiency. Enterprises need to take the following points into consideration when adopting hot-chamber die casting:
- Cooperate with experienced manufacturers to guarantee product safety and stable quality;
- Adopt optimized mold design to reduce material waste;
- Match standard production equipment to improve overall component quality.
Reliable manufacturers deliver customized die-casting solutions for multiple industrial sectors.
FAQ
What metals can hot die casting use?
Hot die casting uses zinc, magnesium, and lead. These metals melt at lower temperatures. They fill molds easily and quickly.
Why do factories prefer hot die casting for small parts?
Factories like hot die casting for small parts. It makes parts fast and with lots of detail. The process gives smooth surfaces and accurate shapes.
How does MORELUX ensure quality in custom die-casting?
MORELUX uses modern machines and careful quality checks. Their team designs molds with CAD tools. They control each step to make sure parts are reliable.