
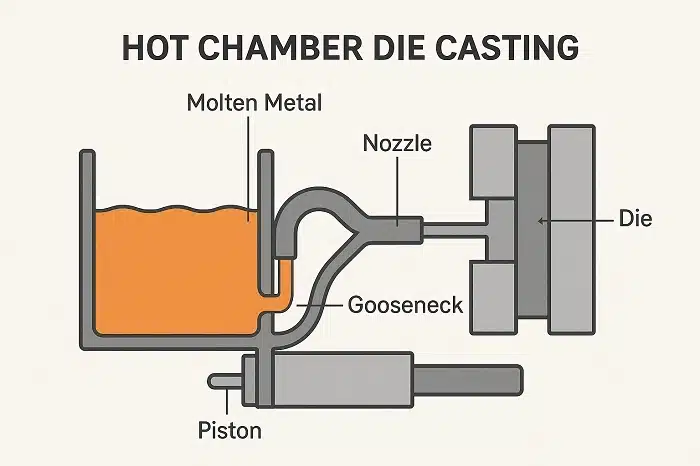
Hot Chamber Die Casting
Hot chamber die casting is ideal for metals with low melting points like zinc. In this process, the metal is melted inside a furnace connected to the die casting machine, enabling faster cycle times and higher production rates. MORELUX uses hot chamber die casting for small to medium-sized, complex parts requiring excellent surface finishes.
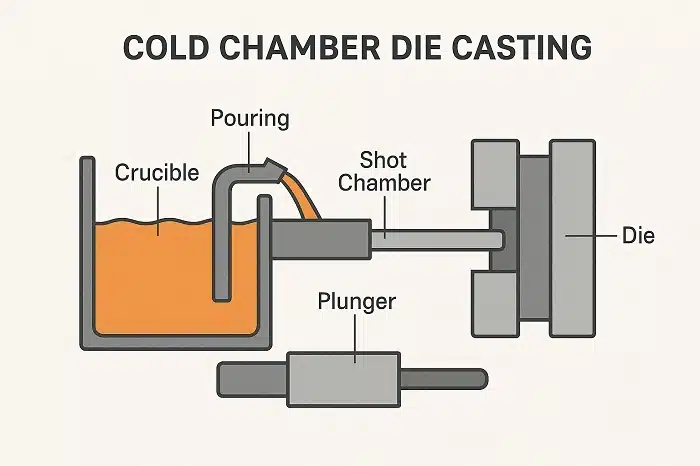
Cold Chamber Die Casting
Cold chamber die casting is suitable for metals with higher melting points, such as aluminum and brass. Here, molten metal is poured into a cold chamber and then forced into the mold. Though slower than hot chamber methods, cold chamber die casting delivers high strength and dimensional accuracy. MORELUX ensures parts meet strict performance standards.




As Cast
The AS cast finish refers to the metal’s natural surface immediately after the casting process. It is generally smooth with minor texture irregularities, making it suitable for parts that will undergo additional machining or coating treatments later.

Polishing
Polishing creates a bright, reflective finish on die cast parts, significantly enhancing their overall appearance and surface smoothness. This process is ideal for decorative or exposed surfaces that require a visually appealing and refined look, improving both aesthetics and functionality.

Anodizing
Anodizing is an electrochemical process that enhances the corrosion resistance of metal surfaces while adding vibrant colors. This treatment creates a durable, protective oxide layer, making the metal more resistant to wear and ideal for use in harsh and demanding environments.

Brushed Finish
A brushed finish creates fine, parallel lines on the surface, adding a textured appearance that helps reduce glare and minimizes visible fingerprints. This type of finish is commonly used in electronics and hardware products to enhance both aesthetics and durability.

Sand Blasting
Sand blasting effectively removes surface impurities and old coatings, while creating a matte or satin texture. This process significantly improves the adhesion of new coatings and enhances the overall surface quality before the finishing treatment is applied.

Powder Coating
Powder coating involves spraying a dry powder onto a surface, which is then cured by heat to create a durable and corrosion-resistant finish. This process produces colorful coatings that protect parts from chemicals, moisture, and abrasion, extending their lifespan significantly.
